Сравнение пресс-форм для РТИ и пластмасс: что общего и в чем различие
Пресс-релиз от 03.09.2025
В индустрии формования часто говорят об «универсальности» инструментов, но практика показывает обратное: пресс-форма для РТИ и пресс-форма для пластмасс сходны конструктивно, однако принципиально отличаются по тепловым режимам, трибологии, стойкости к химическим воздействиям и требованиям к обслуживанию. Ниже — системный, инженерный разбор с таблицами, примерами и схемными рекомендациями, который поможет выбрать архитектуру оснастки под конкретный материал и целевую серию.
Общие принципы работы пресс-форм
Задачи пресс-формы в обоих случаях одинаковы: обеспечить геометрию, повторяемость размеров и стабильную поверхность изделия при минимальном износе инструмента и фиксированном времени цикла. Базовая компоновка также перекликается: неподвижная и подвижная полуформы, направляющие, замки, элементы центрирования, разъёмы, газоотвод, система формирования литника/впуска и узлы извлечения.
Ключевые общие принципы:
Жесткость и геометрическая стабильность узлов под давлением и температурой.
Управление теплопереносом в зоне полости и сердечников (но с противоположными целями: охлаждение у пластмасс и нагрев у РТИ).
Контроль дегазации для предотвращения прожогов и недолива.
Последовательность операций «заливка/впрыск выдержка стабилизация размеров извлечение».
Отличия в материалах и процессах
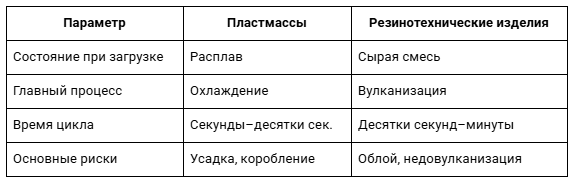
Для пластмасс критична кинетика охлаждения расплава и усадка; для РТИ — протекание реакции вулканизации при заданной температуре и давлении. Это диктует конструктивные решения:
Пластмассы: акцент на интенсивное и равномерное охлаждение, литниковые и горячеканальные системы, баланс «скорость — усадка — внутренние напряжения».
РТИ: акцент на нагрев и выдержку; тепловые блоки (ТЭНы, картриджи), паровые/масляные каналы, равномерность изотермии по гнёздам для стабильной вулканизации.
Сравнение процессов
Конструктивные особенности пресс-форм
Для пластмасс
Охлаждение: контурные каналы, конформные траектории (аддитив), раздельные контуры по гнездам.
Литниковая система: холодные/горячие каналы, балансировка, отсечка, защита от налипания.
Выталкивание: толкатели, трубчатые выталкиватели, гильотины, пластины; контроль следов.
Для РТИ
Нагрев: ТЭНы/картриджи, масляные/паровые каналы, термодатчики «в теле» полости; термоизоляционные прокладки между плитами.
Разъемы и уплотнение: геометрия кромок и посадок для борьбы с облойностью; усиленные замки разъёмов.
Извлечение: часто упрощённое благодаря эластичности; иногда используются пневмовыброс или съёмные коронки.
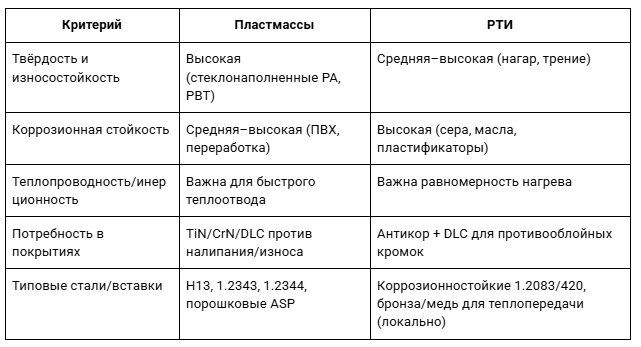
Требования к материалам и покрытиям
Выбор сталей и покрытий определяется абразивностью наполнителей, химической активностью рецептур, а также разницей тепловых режимов.
Практические заметки инженера:
Для стеклонаполненных пластмасс оправданы порошковые стали и DLC на зеркале полости.
Для РТИ востребованы коррозионностойкие стали + тщательная шлифовка кромок разъёма; в критичных местах — износостойкие вставки.
Эксплуатация и обслуживание
Пластмассы: износ от стекловолокна и минеральных наполнителей, термоудары, налипание в горячих каналах. Обслуживание: регулярная полировка зеркала, очистка литников, калибровка контуров охлаждения (дебит/T), контроль утечек.
РТИ: нагар, агрессивные остатки рецептуры, повышенные требования к чистоте кромок разъёма. Обслуживание: химическая/термическая очистка, восстановление притирки кромок, контроль сопротивления нагревателей, термопары, ревизия термоизоляции.
Метрика для сравнения: MTBR (mean time between refurbishments) — среднее время между восстановительными вмешательствами. Для форм РТИ оно часто определяется не износом полостей, а стабилизацией противооблойной геометрии и чистотой каналов дегазации.
Экономика
Изготовление формы для пластмасс обходится дороже: сложные каналы охлаждения, выталкивающие механизмы, горячеканальные системы. Но за счёт коротких циклов такие формы быстро окупаются при серийном производстве.
Формы для РТИ проще по конструкции и дешевле при изготовлении. Однако каждый цикл занимает больше времени, а обслуживание приходится проводить чаще. Поэтому общая экономика зависит от того, какие изделия выпускаются и какими партиями.
В работе с пластмассами инженеры чаще всего сталкиваются с быстрым износом тонких элементов формы и проблемами усадки. Для резины главная головная боль — облой. Даже незначительный износ кромки приводит к браку.
Обе технологии требуют внимательного отношения к тепловым процессам. Ошибка в настройке охлаждения у пластмасс или перегрев у резины моментально отражаются на качестве изделия.
Сходство пресс-форм для резины и пластмасс ограничивается лишь базовой архитектурой. Различия начинаются там, где речь заходит о тепловом режиме: одна форма охлаждает, другая нагревает. Это влияет на выбор материалов, обслуживание и экономику всего проекта.
Однако, производство пресс-форм в России развивается в обе стороны: создаются современные формы для пластмасс с конформными каналами охлаждения, и параллельно совершенствуются формы для РТИ с надёжными системами нагрева и долговечными кромками. Для предприятий это означает более долгий срок службы оснастки и снижение себестоимости изделий.
В конечном счете пресс-форма — это инструмент, который задаёт ритм всему производству. И чем точнее она адаптирована под конкретный материал, тем стабильнее работает весь процесс.
Вдохновение не продается, вдохновение продает
Встреча членов петербургского закрытого нетворкинг-клуба «Бизнесмены – гедонисты» состоялась 14 августа 2025 года в арт-коворкинге «Ясная Поляна». Мероприятие организовано Банком «Санкт-Петербург» в рамках премии «Малый бизнес – Большие возможности».
Комментарии пользователей